ǰ��
��ƽͭ��ѡ����1985��Ͷ����1989��ﵽ�մ���ԭ����10000t�����ԭ����ƷλΪ12.5%��������������ֵռȫ�깤ҵ�ܲ�ֵ��45%���ҡ�Ͷ����β��������ʧ���أ�1985��-1990��β��������ƽ��Ϊ2.14%������β���е���ʧ��Ϊ13%���ҡ������һ�������1990�꿪ʼ��ѡ�̼�����ԱΧ�����������ʿ�չ�˴������о���ʵ����ǰ��Ը�ѡ�������̽����˻�����̽�������ѡ���˶�ˮƽͭ���ʯ������Ӧ������ǿ�IJ��ֻ�ϸ�ѡ���̣������������˴ĸĽ���ʹ֮�������ƣ���ѡ����ҵ���ӿ�ɽ����ˮ�����Ϳ�PHֵ�����ʯ�����ƵĻ����������������ʣ�����r��ҩ�������������ز�����CHF-X14.4m3��������ʽ��ѡ������SF-16m3��ѡ��ѡ�������ʵ����
���β��������ʧ���أ���ѡʱ�䲻����һ�������ƽͭ��ѡ����1990���°����ڸ�ѡ��ϵͳ�ֱ�������6̨SF-16m3��ѡ��ѡ���������ʵ��֤����SF-16m3��ѡ��ѡ��Ч�������룬��ҵ������ֻ��50%���ҡ���CHF-X14.4m3��������ʽ��ѡ����1985��Ͷ������һֱ���ڸ�ѡ��ϵͳ�Ļ�ѡ����ѡ��ҵ���ø�ѡ������ƽͭ��ѡ��ʮ���������ʵ��˵�����������˴�����ƽͭ��Ŀ�ʯ������������ĭ���Һ���ȶ������ڲ�����������ҵ�����ʽϸߡ���ˣ���1996��ף����������豸���ޣ�ѡ����8̨CHF-X14.4m3��������ʽ��ѡ��������2Nϵͳ��6̨SF-16m3��ѡ�����������������֤������CHF-X14.4m³��������ʽ��ѡ��ѡ��ѡ����ҵ���������10%���ң������ۻ��������2%-30%��ȡ���˽Ϻõľ���Ч�档
1 ��ʯ���ʼ�ĥ����������
1.1 ��ʯ����
��ƽͭ����ͭ��Ϊ���������������ٵȶ�����Ĵ����ۺϿ����ڹ����������͡���ʯ���ͽ϶࣬������ϸ����Ⱦ״��ͭ������Ϊ�������Ϊ���ܽ�Ⱦ״��ͭ������������ͭճ����ͻ�ͭ��������п��ȡ���ʯ�Ŀ�����ɱȽϸ��ӣ�������������Ҫ�ǻ��������Ϊ�����������������״Ϊ����������ͭ��ͭ����ϵ���С��ڻ������г��ɼ���ͭ��Ż�����Ǧ��ͭ������塣���²ⶨ�����ʾ��������Ͱ������Ƕ�����Ƚϴ֣���+200Ŀ�����У����������������ռ����Ϊ83.48%��
��ѡβ��ѡ����ҵ�ĸ�����ƷλΪ2.0%-8.0%-200Ŀ����һ��Ϊ60%���ң���������ռ����Ϊ��ѡβ�������60%-70%��
1.2 ĥ����������
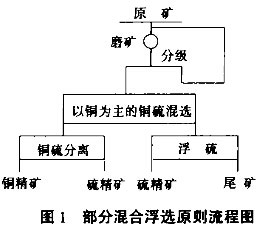
����ĥ����������Ϊһ��ĥ�ֻ�ϸ�ѡ���̣���ͼ1����ĥ��ϸ��-200ĿΪ66%�����ռ�Ϊ�һ�ҩ������ҩ�Ͷ�狀�ҩ�����ݼ�Ϊ2���ͣ����Ƽ���PH������Ϊʯ���飬ѡ����ҵ��������Ϊ��ɽ����ˮ��
2 SF-16m³��ѡ����ʹ�����
1990���°�����1996�����ƽͭ��ѡ��1��2�Ÿ�ѡ��ϵͳһֱ����SF-16m³��ѡ��ѡ����6���У�ѡ����Ըø�ѡ�������������г�����С��Һ�淭�����أ���ĭ��ϡ���ȵ�ȱ�ݽ����˸Ľ����ڸ�ѡ��Ҷ���Լ��������ͶԸ�ѡ����������ѡ��Ч�������룬��������̿�����������SFһ16m3��ѡ������ҵ������Ϊ50%���ң�β��������ʧ�ϴ�(��1)����ԭ����Ҫ�����¼������棺
(1)�������ܲSF-16m³��ѡ�����������Ϊ0.9-1.0m³/�O�֡��ֳ��ⶨֻ��0.3-1.0m3/�O�֡�1994��ѡ�Ըø�ѡ������������Ӹ�ѹ������Ϊ��ѹ������Ӱ���˿�ѭ��Ч����������ɢ״���½�����ĭ��ϡ����
(2)���������п������أ���ɲ��治�ȶ����������ѡ�
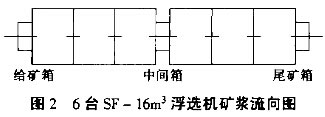
(3)��ѡ��֮��Ϊ��ʽ��ͨ��ͼ2������̨���٣���Ϊ6̨����“��·”�Ŀ����Դ�
3 CHF-X14.4m3��������ʽ��ѡ���Ĺ��졢�����ص㼰ʹ�����
CHF-X14.4m��������ʽ��ѡ�����������һ�����飬ÿ���ݻ�7m³�������屳��������������Ҫ���������ᡢҶ�֡��ǰ塢���ļ�ѭ��Ͳ����������ܷ�Ͳ�ȡ�������Ͳ�ϲ��ĸ����ܺ��ܷ����ķ�����������Ͳ�²���ѭ���������������ﰲװ������Ͳ�¶ˡ��ǰ���ѭ����������ѭ��Ͳ��������֮��Ļ��οռ乩ѭ�����ã���������е������á�
ѡ����ҵ�������Ƚϴ֣�-200Ŀ����һ��Ϊ60%����������ռ����Ϊ�����������60%-70%������ҵ����յĻ���������Ƕ�����Ƚϴ֣��ڸ�ѡʱ���׳��ֲַ�ͳ�ɰ����Ӱ�측ѡָ�꣬�������β������ʧƫ�ߡ���CHF-X14.4m3��������ʽ��ѡ��������һ��Ҷ��ʽ��е������ѡ�����ƵĽṹ�⣬�����п�ֱѭ��Ͳ�����ڿ�ͨ��ѭ��Ͳ��Ҷ���γɵĴ�ֱ��ѭ�������������������Ѵֿ���ͱ��ش�Ŀ�����������ѡ�۵����ϲ����������ڸ�ѡ���ڳ��ֲַ�ͳ�ɰ����ͬʱ���ɹķ��ѹ�˵ĵ�ѹ��������Ҷ�ֺǰ�ҶƬ���ã����ȵ��ְ���������ѡ���У������ڿ��������ݳ�ֽӴ������⣮�������洹ֱѭ���������������ڲ����ϲ���ƽ����������ʹ���ɸ�����ʯ������ݷ��룬���ҿ����ݽ�����ĭ��·�̽϶̡�
CHF-X14.4m3��������ʽ��ѡ�����ڻ�е������ֻ�����ͷ�ɢ���������ã������ǿ��ⲿ���ѹ�ˣ����������ֿ�����ˣ�����һ���е����ʽ��ѡ����ȣ����������ص㣺
(1)�����ⲿ����Ĺķ�����������Ը��ݹ�����Ҫ���ڳ��������ҳ�������ڭ�ڷ�Χ�ϴ�
(2)Ҷ��ֻ����ѭ������ɢ����������Ҷ��ת�ٽϵͣ�ĥ���С��ͬʱ���������ɰ�һ��������Ҫ���ֺ㶨�������Һ��Ƚ�ƽ�ȣ����γ��ȶ�����ĭ�㣬��������߸�ѡָ�ꡣ
��ƽͭ��ѡ����Ͷ����������ѡ����ѡ��ҵһֱʹ�ø��ָ�ѡ�������������ʵ��֤�����ø�ѡ���нϺ����Ľ���ϵͳ��Һ���ȶ����������ܺã���ĭ���ѡЧ�ʽϸߣ����ҿ���վ�����ʴ�ĸ�ѡ���ս�Ϊ��Ӧ����������о�ṹ������ά������
4 ������ѡ��ǰ�����Ա�
(1)��ԭ���������ƣ�ԭSF-16m³��ѡ��6�ۼӸ����䡢�м��䡢β�����ܳ�Ϊ19644mm����Ϊ5323mm��������ĭ�ۿ��ȣ���CHF-X14.4m3��������ʽ��ѡ��8�ۼӸ����䡢�м��䡢β�����ܳ�Ϊ18860mm������Ϊ5900mm(������ĭ�ֿ���)����ˣ�����ȷ����8̨CHF-X14.4m3��ѡ������ԭ6̨SF -16m³��ѡ��������ʱ��Ϊ8.5min���ҡ�
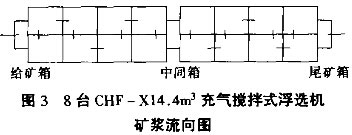
(2)8̨CHF-X14.4m3��������ʽ��ѡ��������Ϊ“S”�Σ�ͼ3�����˷���ԭ6̨SF-16m³��ѡ��������Ϊ��ʽ����ɲ���“��·”��Ϊ�����Ļ����ʴ�����������
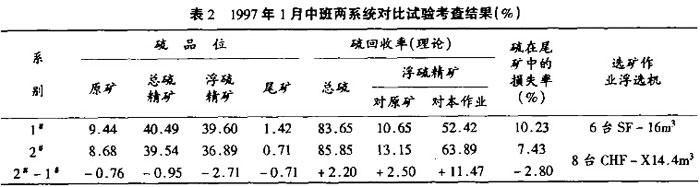
(3)�����������ʡ�1997��1�·��а࣬��1��2������ѡϵͳѡ����ҵ�����˶Ա����鿼�飬��������������8̨CHF-X14.43m3��������ʽ��ѡ������6̨��SF-16m3��ѡ��ѡ��ѡ����ҵ���������11.47���ٷֵ㣬β���������ʧ�ʽ���2.8���ٷֵ㣬��ϸ�������2��
5 ��������
��ƽͭ��ѡ�������1��ϵͳ��8̨CHF-X16m3��������ʽ��ѡ������6̨SF-X16m³��ѡ���ĸ��칤������Ͷ������������
��8̨CHF-X14.4m3�������踡ѡ��ѡ������������2-3���ٷֵ㣬һ�����������2���֣���1990�겻��ۼ��㡣һ������Ӳ�ֵ280����Ԫ������Ч��ɹۡ�
6 ����
����ͭ��ѡ��ʮ���������ʵ��֤����CHF-X14.4m³��������ʽ��ѡ������������ĭ���ѡЧ�ʽϸߣ����˱���Ŀ�ʯ������CHF-X14.4m3��������ʽ��ѡ��ѡ������������2%-3%��ȫ�����������2���֣�����Ч��ɹۡ����⣬��ѡ����ѡ��ѡ����ҵ��ѡ���ͺ�һ�£����ڲ���������ͬʱ��CHF-X14.4m3��ѡ��Ҷ��ת�ٽϵͣ�ĥ����٣�ʹ�����ϳ����豸��ά�������ýϵ͡�